-
E-mail
yangli@goyojo.com
-
Phone
18961848055
-
Address
Room 802, Building 2, No. 21 Laodong West Road, Changzhou City
Product Categories
Miland Instrument Technology (Jiangsu) Co., Ltd

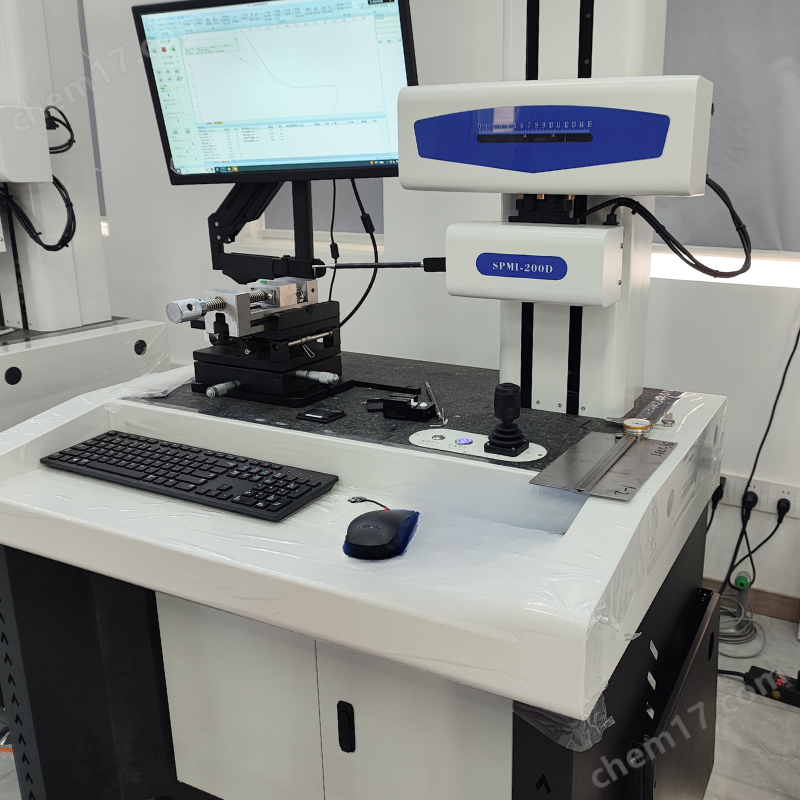


Desktop roughness tester
NegotiableUpdate on 02/09
- Model
- Nature of the Manufacturer
- Producers
- Product Category
- Place of Origin
Overview
The measurement principle of the desktop roughness meter is the Cartesian coordinate measurement method, which measures the coordinate points of the surface contour of the measured part through X-axis and Z1 axis sensors. The coordinate point data measured by the sensors is transmitted to the upper PC through electrical components, and the software performs mathematical operations on the collected raw coordinate data to annotate the required engineering measurement items
Product Details
Desktop roughness testerThe measurement principle is the Cartesian coordinate measurement method, which measures the coordinate points of the surface contour of the measured part through X-axis and Z1 axis sensors. The coordinate point data measured by the sensors is transmitted to the upper PC through electrical components, and the software performs mathematical operations on the collected raw coordinate data to annotate the required engineering measurement items
Desktop roughness tester The measurement principle is the Cartesian coordinate measurement method, which measures the coordinate points of the surface contour of the measured part through X-axis and Z1 axis sensors. The coordinate point data measured by the sensors is transmitted to the upper PC through electrical components, and the software performs mathematical operations on the collected raw coordinate data to annotate the required engineering measurement items
Equipment technical performance:
1. Contour measurement function:
Dimensions: including horizontal distance, vertical distance, linear distance, radius, diameter
Angle: including horizontal angle, vertical angle, and angle
Position tolerance: including parallelism and perpendicularity
Shape tolerance: including straightness, convexity, and arc profile
Auxiliary generation: including auxiliary points, auxiliary lines, and auxiliary circles
Roughness analysis:Ra、Ramax、Ramin、Rasd、Rp、Rpmax、Rpmin、Rpsd、Rv、Rvmax、Rvmin、Rvsd、Rz、Rzmax、Rzmin、Rzsd、R3z、Rc、Rcmax、Rcmin、Rcsd、Rt、Rq、Rqmax、Rqmin、Rdsd、Rsk、Rskmax、Rsmin、Rsksd、Rku、Rkumax、Rkumin、Rkusd、Rsm、Rsmmax、Rsmmin、Rsmsd、Rs、R △a、R△ amax、R △ amin、R △ asd、R △q、R△ qmax、R △ qmin、R △ qsd、Rk、Rpk、Rvk、Mr1、Mr2、Rλa、Rλamax、Rλamin、Rλasd、Rλq、Rλqmax、Rλqmin、Rλqsd、Rδc、Rpc、Rmr
Ripple analysis:Wa、Wamax、Wamin、Wasd、Wsa、Wca、Wa08、Wc、Wcmax、Wcmin、Wcsd、Wt、Wz、Wzmax、Wzmin、Wzsd、Wp、Wpmax、Wpmin、Wpsd、Wv、Wvmax、Wvmin、Wcsd、Wq、Wqmax、Wqmin、Wqsd、Wsm、Wsmmax、Wsmmin、Wsmsd、Wsk、Wskmax、Wskmin、
Wsksd、Wku、Wkumax、Wkumin、Wkusd、W △q、W△ qmax、W △ qmin、W △ qsd、Wδc、Wmr
Original contour analysis:Pa、Pt、Pp、Pc、Pv、Pz、Pq、Psm、Psk、Pku、RzJ、Rpq、Rvq、Rmq、Pmr、P △ q、Avh、Hmax、Hmin、Area、Pδc、Tilta、
(IV)Equipment parameters:
measurement range |
X-directiondrive |
140mm |
|
Z1 |
Contour measurement range |
20mm |
|
Z1 |
Roughness range |
±1500μm |
|
Z1 |
resolution0.02 microns |
||
Z-axis height (column) |
400mm |
||
Detectable minimum inner hole |
5mm |
||
Contour technical parameters |
Linear accuracy |
±(1.2+|0.12H|) Mm |
|
circular arc |
±(1.2+R/12)Mm |
||
angle |
±1′ |
||
straightness |
0.7μm/100mm |
||
Technical parameters for roughness |
Linear accuracy |
≤±5% |
|
Residual noise |
≤0.005μm |
||
Repetitive stability |
Test value3% |
||
cut-off wavelength |
0.025、0.08、0.25、0.8、2.5、8mm |
||
evaluation length |
λcX1, 2, 3, 4, 5 |
||
sensor |
Chip type |
the United States |
|
resolution |
0.02μm |
||
Place of Origin |
the United States |
||
Climbing angle |
rise77 degrees, decreased by 87 degrees |
||
Roughness evaluation parameters |
Ra、Rz、(Rmax、Ry)、Rt、Rp、Rpm、Rz(jis)、Rv、R3z、Rs m、Rsk、Rk、Rc、Rpk、Rvk、Mr1、Mr2 |
||
measure speed |
0.05-20mm/s |
||
Z-axis velocity |
0.05-20mm/s |
||

