-
E-mail
xiaofeng.wan@universaltechco.com
-
Phone
13716839263
-
Address
Room 506, Science and Technology Building, No. 9 Zhongguancun South Street, Haidian District, Beijing
Product Categories
Global Junye (Beijing) Technology Co., Ltd

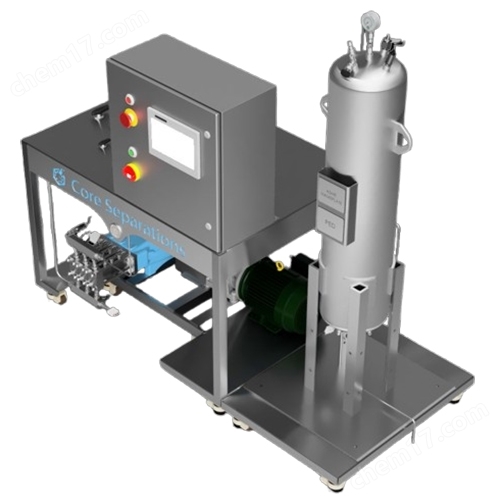
Supercritical extraction system
NegotiableUpdate on 12/27
- Model
- Nature of the Manufacturer
- Producers
- Product Category
- Place of Origin
Overview
Using renewable resources for natural product extraction
Product Details
ourExtraction systemThere are from100Milliliters to10Various specifications of liters, with a maximum operating pressure of up to689barThese systems are designed with a focus on flexibility and support from minute to minute5Gram per minute1The flow rate of kilograms,
Therefore, it is suitable for both small-scale research and pilot scale production. According to application requirements, the system can be configured as supercritical (electric heating) or subcritical (using hot fluid heating and cooling).
Selective separation of compounds can be achieved through pressure gradients between up to three collection containers.
Each system can be equipped with a flow meter based carbon dioxide pump control device to ensure stable delivery, and equipped with a co solvent pump to introduce more polar solvents to fine tune the polarity of carbon dioxide.
Main technical parameters:
*The temperature can reach150℃Accurately control the true temperature of the fluid inside the kettle
*Pressure can reach1000BAR
*Extraction kettle body can reach10L
*CO2The pump flow rate can reach1000g/min
*The pump is designed with a cooling chamber for *
*Cyclone separation, flexible receiving methods: solvent direct receiving, liquid hydrazine receiving, cold hydrazine receiving, solid-phase extraction column and other receiving methods to ensure efficient collection of target products.
*Can add entrainer (the pressure of the entrainer pump is689bar)
*Standard configuration includes one extraction and one separation mode, cyclone separation design, and optional multi-stage separation modules, with a maximum capacity for adding3A spin off.
*CSIWe are one of the representatives of supercritical technology, providing * supercritical and subcritical fluids(SCF)Extraction systemFully utilize the potential of carbon dioxide as a solvent.

Similar Product Recommend