-
E-mail
cubic-ry56@gasanalyzer.com.cn
-
Phone
18627990650
-
Address
No. 6 Fenghuangyuan Middle Road, Fenghuangyuan Industrial Park, Donghu High tech Development Zone, Wuhan City
Sifang Optoelectronics (Wuhan) Instrument Co., Ltd
New opportunities for coal mine CCER! Four party instrument exhaust gas monitoring scheme provides strong support and protection
Date: 2025-10-13Read: 37
1、 Background and policy opportunities
Lack of air refers to coal mine gas with a methane concentration below 0.75%.Its total emissions are extremely huge,Accounting for approximately 81% of the total gas (methane) emissions from coal mines.Directly discharging these depleted air not only wastes valuable resources, but also exacerbates air pollution. However, due to itsmethaneThe concentration is extremely low, and the technology that can effectively destroy methane and recover heat is very limited. At present, the mainstream technology route is to extract low concentration gas andLack of ventilation in coal minesAfter mixing, flameless oxidation reaction is carried out, and the heat generated by the oxidation reaction can be used for heating and power generation.
The "Methodology for Voluntary Greenhouse Gas Reduction Projects: Utilization of Low Concentration Gas and Wind Exhaust Gas in Coal Mines" officially released in January 2025 stipulates that low concentration gas (including exhaust gas) in coal mines with methane concentrations below 8% can be decomposed and destroyed through flameless oxidation technology, and the generated heat energy can be used for power generation, heating, or cogeneration to participate in the national voluntary emission reduction (CCER) market; The significant greenhouse gas emissions reduction resulting from this can be developed into CCER projects, forming a sizable carbon asset that can achieve carbon reduction economic benefits through market transactions.
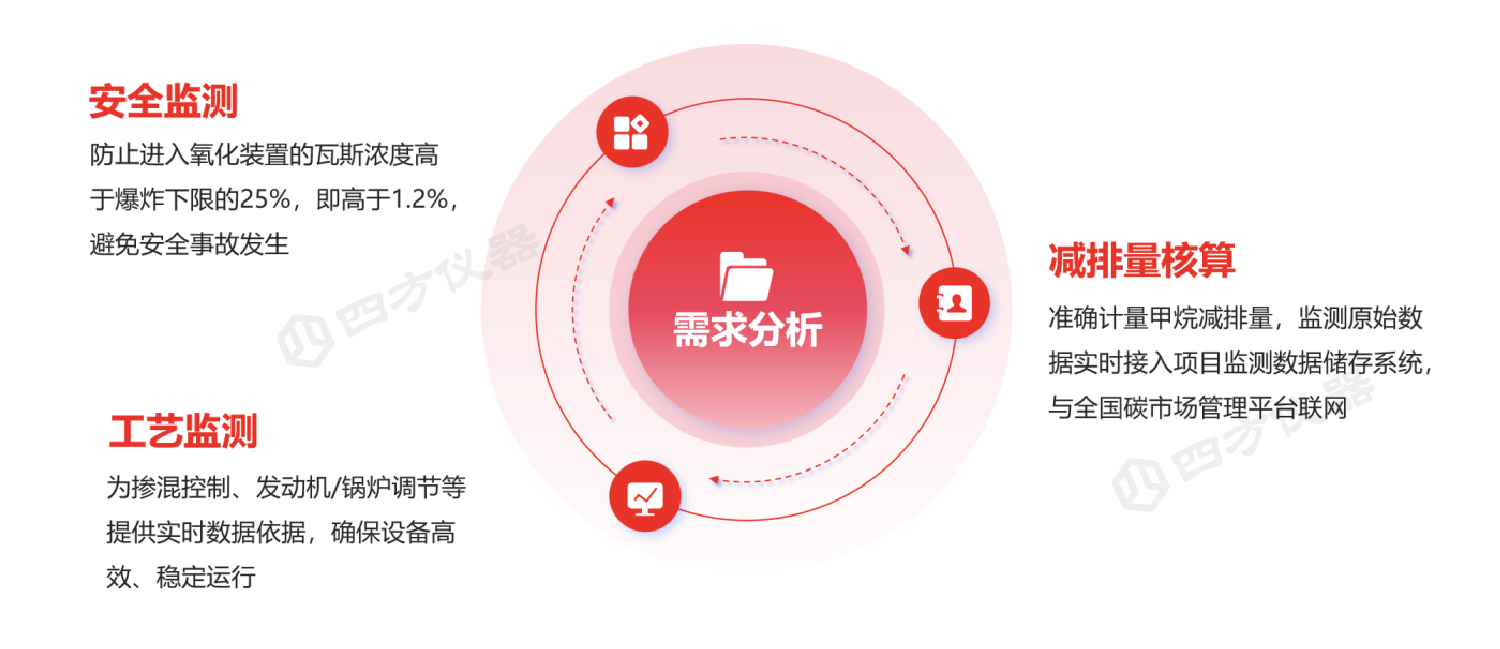
IIMonitoring requirement analysis
3、 Monitoring difficulties

4、 Solution
With advanced gas sensor technology and industrial monitoring equipment development experience, Sifang Instrument has tailored a comprehensive gas monitoring solution for the comprehensive utilization of coal mine exhaust. This solution integrates tunable semiconductor lasersTDLASVarious gas sensing technologies such as ultrasonic waves are used to monitor the concentration and flow rate of key points such as pump station outlets, conveying systems, and the front and rear ends of mixers in real-time online. This effectively ensures safe production, optimizes gas extraction and transportation utilization plans, and provides accurate data support for later methane emission reduction accounting.


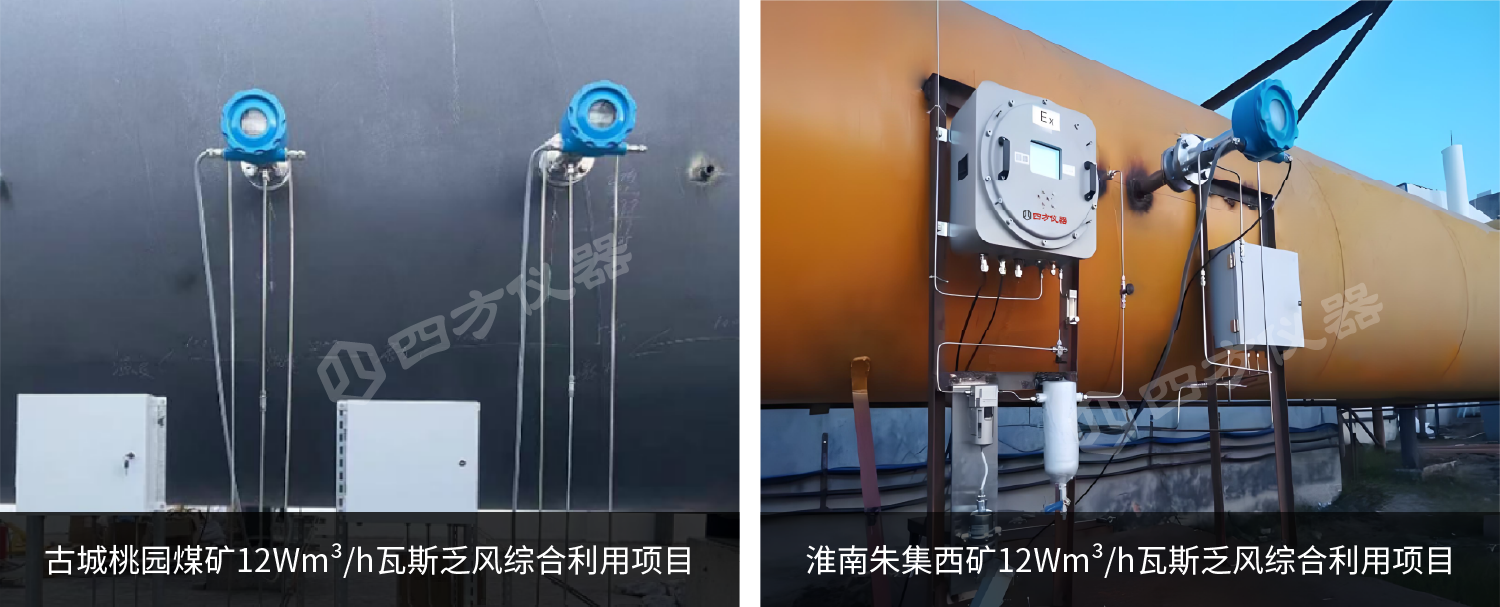
5Application Cases
1. Safety monitoring scenarios
(1)user needsTo ensure the safe operation of the system, when the thermal storage oxidation device processes gas, the methane concentration of the treated raw gas should be below 25% of the lower explosive limit of methane, that is, below 1.2%.
(2)SolutionInstall multiple sets of in-situ laser gas analyzers (GasTDL-3100) produced by square instruments on the outlet pipeline of the mixer to achieve real-time online monitoring of methane concentration.
(3)realize valueEnsure system safety production and avoid safety accidents.
2. Process monitoring scenarios
(1)user needsReal time monitoring of gas concentration at the outlet of the pumping station, providing data support for subsequent blending processes (such as air intake or gas exhaust), and achieving automatic feedback control of the process through a control platform.
(2)SolutionInstall an in-situ laser gas analyzer (GasTDL-3100) produced by Sifang Instrument on the outlet pipeline of the pumping station to monitor methane concentration in real-time online.
(3)realize valueEnsure stable supply of raw gas, optimize gas extraction, transportation, and utilization plans, and improve production efficiency.
